第1回:制造业难道没有被陈旧思想所束缚着吗?
制造业要紧跟世界中的变化而变革
众所周知,最近受全球性金融危机的影响许多制造业者苦不堪言。曾几何时如“追求高利益”, 换一个说法就是为了达到一个相对的目标追求高竞争力,但是现在就算说“高竞争力”已成为关系到企业生死存亡的重大问题也不过分吧。
但是究竟怎么样才能获得制造业的竞争力呢?
当然了最为重要的是产品本身非常优秀。因为那是制造业的原点。
可是,这二十几年来大规模的进行全球化与普及互联网,结果个人或是企业可以从全国各地、甚至世界各地找到并以便宜的价格买进所想要的优秀产品。现在可以说只有商品力是不够的,短交货期、能够迅速回答交货期等服务的向上、通过减少库存来改变现金流量从而强化财务体制等、成为维持竞争力优势的必需条件。还有伴随着消费者的个人喜好多样化而使商品的生命周期缩短、更动摇着工厂运营的根基。围绕着制造业的环境正在发生着巨变。
像这样被时代的巨大的变化所单方面的指挥来去,工厂定会上气不接下气疲惫不堪。不如积极的应对变化,先发制人卷起变革才有可能获得竞争优势,不更有可能抓住新的机遇吗?只是一味的以旧态依然的近视眼手法勤勤恳恳在延长线上改善工厂运营,而疏忽了着眼大局的变革,结果很有可能钻进牛角尖。时代发生巨大变化时我们必须做出应对的方法并且运用下去。。
然而应该变革什么呢?行业不一样生产形态和情形也不一样,比如说从库存生产切换到订货生产等也没有意义。作为更有普遍性的提案本连载主张重视“时间轴”的工厂运营。

没有被“全力运转”的咒语所束缚吗?
现在还有很多工厂抱有“提前期”,也就是从开始着手制造到产品完成的时间很长、导致经常不能按时交货这样的烦恼。除了受外来的变动因素的影响比较少的完全库存生产,“缩短提前期”都是制造业的重要课题,也可以说是热切的期望。如果提前期能缩短则会大大减少逾期交货的发生,库存积压也会减少、从而现金流效率也会以此上升。
但是要解决如此大的课题,只从工厂的工作现场观察也看不到问题的本质。比如说,“现在机器都在全力运转,每天都加班,竭尽全力努力的工作,所以进行‘改善’使提前期稍微缩短一点也接近极限了!”有没有这样靠直觉来判断呢?例如图1(A)这样的状况下,在第2工序之前有在制库存堆积如山,从局部观察觉得“没有办法”也并非没有道理。
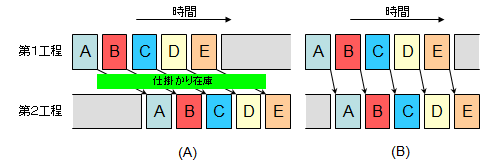
図1 两个都是全力运转
看错了问题的本质则有可能扩大伤口。曾经把提高生产率作为目标,所以有些工厂就算当前不需要的产品也先做了放着。(现在也是?)这可真的是没有意义。当然欢迎“创出成果的”全力运转,但是忙碌的运转不代表“做的很好”。图1(A)(B)两个都是在全力运转状态,(B)没有停滞、顺畅流动,可(A)的工序之间经常发生待机时间、致使提前期徒劳的延长,在制库存堆积,可以说是“做的很糟糕”。全力运转并不是“做得很好”的足够的条件。
很多工厂的过长的提前期的主犯都是“徒劳的工序间的待机时间”,被“全力运转的咒语(=不管怎样不休息努力干活!)”所支配着,所以看不到问题的本质。从理论上可以实现翻天覆地的改善的工厂应该不在少数,把工厂全体都放在从过去到未来的时间序列上,就可以把握并解开现象的本质。为了达成此目的,其中有一个方法就是“工序计划的排程”。
谈一谈拟定制造计划
虽然都称作“制造业”、但因为制造业多种多样,行业或公司不同则用语也千差万别。可能同样的用语但表示的概念完全不一样,就连意思完全相反的时候也有。其实很想要统一的标准用语集。美国有APICS Dictionary担当这个角色,很可惜日本和中国好像还没有确立这样的标准。所以本稿一边定义用语一边进行阐述。
本连载所论述的是关于“制造现场的各个工作的实行计划”。说到工厂中制作东西的计划我们首先会浮想起“生产计划(Production Plan)”这句话,可是这句话主要多指从订单/非正式公布或需要的预测等算出月产的预定、从而在决定每天的“生产量”,就是主生产计划(MPS)。广义上来看有时候也包括“工作现场的各个工作的实行计划”,但两者原本就是不同的概念,所以本连载使用“制造计划(Manufacturing plan)”这个用语。
就是说为了应对“生产计划”对工厂的要求而拟定具体的方法的“制造计划”。
要考虑制造计划、“资源(resource)”的概念非常重要。某个工作开始的时候被占有,结束时被解放的所有的东西都称作资源。机械、设备、工人、工具、模具、电力(安培)、工作场所等都包括在内。工作时被消费的原材料或中间品的库存有时也被称为资源,但是请注意本稿将“只被消费”的东西从资源除外。
那么,工厂内的资源或资材库存丰富到可以无限制的利用的话,制造计划就极为单纯了。只要从交货期逆向的减去各工序的合计工作时间,从得到的那个日期着手就可以了。
可是,当然现实的工厂的资源是有限的。因为各个批次之间抢夺资源之事也时常发生,所以就会调停、改变工作的时间或移动工作到其他的资源。改变时间的则会波及前后的工序,从而又影响到其他的工作。再加上,购买资材的时机和运作时间(工人的休假或自愿的维护休止等)等也会受到直接的影响。
工厂不同所拟定计划的期间中的工作的数量也不同,少则数百,多则数十万(一部分的行业更多),因为这些工作直接/或者间接的相互影响,所以这本来就是极为复杂的系统。
所以从正面投身到计划拟定,就必须进行庞大的处理。而且订单、资源的休止、资材的验收这样的外界的因素每天都在变动,相应的不频繁的(有时一天数次)更新计划时不能足够维持个精度。
制造计划不是一根直上直下的绳子,从本质上来讲是很难的问题。
本连载所推荐的解决方案是“生产排程”这个手法,对此将在下次具体介绍。
MRP的陷阱 ~ 标准前置时间
对于拟定计划,很多制造业对MRP(Material Requirement Planning:资材需求计划)这种手法都不会感到陌生吧。这是在1970年左右由美国提出,在大部分的面向制造业的ERP或生产管理系统都运用此体系,因为这个概念根深蒂固吧。但是,从拟定制造计划的手法来看,MRP有可以说是密不可分的2个问题。
1个是“制造前置时间变长”,另1个是、“并不一定能保证可行性”。/p>
如果简单的说明MRP,就是要求工厂制作各种各样的物品时,计算各种材料需准备多少(需求计算)的计划管理方法。可是,仅有这些不足以制作物品。这么说是因为制作物品的过程中一定需要时间。首先,制造纯需一天时间的话,可以想到就算比较晚也要在交货期前一天准备好原材料。
可是,工厂中流动的其他的制造批次也有很多,也不可能无论何时可以自由使用。例如,在交货期1周前准备好原材料就“从几率来看基本没有问题”。换句话说就是“据统计原材料通过制造物品的工序的时间最多需要1周的时间”。这个“1周的时间”被称作“标准前置时间(或者固定前置时间)”。
这样的3个工序连接起来才可制造完成品时如何呢?
从原材料到制作产品用了3周的时间。纯工作时间为1日×3工序就是只有3日,这样21日中就有18日是在无谓的等待。
只要不完美的平准/同步工序,虽然无论什么手法都不可能将工序的等待时间完全除去,可是纯3日却要用18日的等待时间有点太过分了。
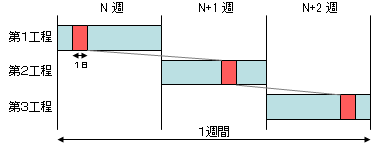
图2 前置时间3周
下图不是根据标准前置时间而是以净时间排列工作则排除了无用的等待时间。与期待一样制造前置时间是3日。
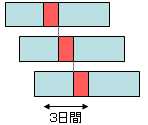
图3 前置时间3日
这个就是被称作“准时制”的方法,本连载所要介绍的“生产排程”这个手法也已据此基本的思路。当然此图无视根据工作的排列顺序而决定效率或公认的制约等,只不过是一个概念图,不要忘记现实的问题更为复杂。
可是使用MRP是如何决定“标准前置时间”的呢?如果单纯的采用了工序通过时间的“平均值”,2回中就有1回超出所定栏范围,所以不得不将比此事件更长的时间(从统计上看合适的时间)作为标准前置时间,这就是前置时间变得更长的主要原因。这样的话结果无法实现短交货期。
无视工厂的能力的MRP
更为不妙的是,无论增加多少制造前置时间,也不能完全保证其可行性。
如果偶尔工作比较集中,就不能排除被其他工作挤出的可能性。当然了无论是用什么手法因为有“计划拟定以后”发生的事象(机械故障或突发批次)所以想要避开无法实施是几乎不可能的。MRP不妙的是,“计划拟定时”就可能已经是不可能实施了。这个问题的根本原因是,决定了标准前置时间后MRP以无限能力(无视各资源的处理能力的界限)为前提。
“负荷调整”容易成为前置时间和可行性的权衡。
“没有没有,我们开发的MRP不是这样的”听到这样的解释的人也有很多吧。当然为了解决此问题也尝试了很多方案。其中一个就是引进了“负荷”这个概念。1周或1日等这样的MRP处理的期间单位的框架(时间段)中堆积工作。如果超过一定的负荷水准(能力上限),移动至前一个期间(时间段)。堆积起来再将其拆开称为“负荷调整”。
可是,这又是大幅度推延制造前置时间的主要原因,虽然改善了可行性,但很可惜不能放手为之高兴。
原本这个“负荷计算”的构思本身非常粗糙,成了阻碍现实世界中确保可行性或缩短制造前置时间的主要原因,以后我们再谈谈这个问题。
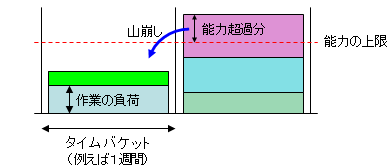
図4 负荷与负荷调整
逐步扩大的与现实的差距
我也不想写过多的关于MRP的缺点,如果做了妥当的设置,是能够在合适的时间采购资材进行有计划的制造物品的。在开发出MRP的1960年大量生产的全盛期也曾是炙手可热。。
再者说,在那个时代也不能过多地期待电脑的性能。可是,在这个制造前置时间变的严峻的21世纪,针对很多行业,诚实的说这个MRP的思路是不是有点不够妥当呢。
就算是现在、MRP或其思路在很多工厂发挥着支配性的影响力,结果就算MRP可以决定应该采购的资材的数量和妥当的采购时机,但是可惜很难说其是拟定“制造计划”的手法。
控制工作现场的其他手法
有人可能说“我们工厂没有使用MRP所以和我们无关”。可是,就算没有使用MRP,大多数也是在标准前置时间或负荷计算(或负荷堆积)的思路的延长线上拟定计划吧。
作为生产计划的结果以月产量和订单为基础,决定各个工作在那一天(或周)实施后均衡负荷,最后决定工作顺序。可以说采取这种流程的企业都属于此类型。
凭直觉和规则拟定计划
很意外占多数的手法是“靠直觉和规则拟定计划”(多与其他手法并用)。从过去的经验得到的诀窍作为规则进行体系化,其他的部分则靠直觉对工作现场下达工作指示。
此手法就是构筑比如“品目A在月初,品目B在月末集中起来就行”、“同分类的品种最好不要连续3次以上连续制作”这样的“规则集”。
但是,如果其中掺杂了一些不知道为什么而规定的规则就变得比较复杂了。制定这个规则的人还在现役的话还好,世代交替所留下的躯壳形式的规则被流传下来无法应用,不能应对产品构成或工厂内的资源构成等的变化的情况时常发生。
而且,靠直觉的比率较高时,那个计划负责人如果不在了则拟定计划工作也将停滞。无论哪种都是依靠个人能力,而这个问题困扰着很多制造业。
换一个角度看、这也是个人技能的集结,不能一概认为是负面的,但是本来不需要依赖个人的技能的事情也依靠个人的技能的话就是问题了。决定工作的顺序到底应不应该依赖个人技能还需要慎重的讨论。
能否对应频繁的变更?
更是问题的是,(MRP也一样)插单、急单或突如其来的故障等不能及时对应。如果时刻对应波及范围大的变化,就算用1天的时间也无法做出1天的计划。结果插单急单被看作其他范畴,交给工作现场判断应对,结果影响了计划负责人所发行的工作指示的可行性,也失去了对工作现场的工作指示的信赖性,影响了秩序。稍后让我们再谈一谈关于计划负责人与工作现场间的信赖关系。
此手法大多是手工劳动,发生小小的变更也要使用Excel这样的表格计算软件进行一遍又一遍的复制&粘贴。从第三者的角度来看是非生产性且不合理的工作,但是因人而异,觉得此类手工劳动很让人愉快(接龙游戏那样),所以总是得不到改善。
本来计划负责人应该进行更多地与各部门的交涉等这样高等的工作,从经营角度来看那种手工劳动也是很大的浪费,很不可取。
就是说这种手法,对待变化非常薄弱而且非效率。
“现场决定手法”
另一方面也存在不拟定计划“现场决定”的“手法”(?)。从一开始就委任工作现场做自律性的判断,反过来也可以说就是放弃了控制。单工序(1个工序制造出完成品)的话可能是有效的方法,或者,每天都是相同的以同样的速度重复着制造同一物品这种情况也一样吧。
可是,多工序的情况或每天制作的物品都发生变化时,就会陷入不能把握、控制各个订单(制造批次)进行到什么地方,什么时候完成这种事态。
“不知道物品在哪儿、进行了多少”这是在制造业经常听到的台词。也可以称作稍微一点点的变化一瞬之间引起一片的混乱的脆弱的“手法”。而且因为制造现场只意识着现在的某个资源,结果容易陷入“部分最适”,也是造成工序间的无谓的等待时间(=过多的中间库存)或大幅逾期交货期等的原因。从全体来看常常是损害效率。可以说是最坏的选择。
看板方式是万能的吗?
但是,也存在着著名的“看板方式”这样的系统的“现场决定”。对在某种程度上固定批次的有限品种进行重复而且有规则的制造时是有效的方法。反之受外界的因素造成较大的变动的工厂则对此方法感到不安。
实际上,在供应链上处于有利位置的企业以外的都不得不以随着变化而动摇为前提,所以得到效果的企业也占少数。而且引进/开始运用时,根据制造物品平准工序、资源、节拍等,以极力消除影响制造现场的改善活动为前提,相关工厂(供应商)也不可避免地被卷入进来。
原本“看板方式”等是以全体的改善活动为大前提,它本身只是一个零件。如果认为采用了就能做好,就像只是给业余运动员使用专业的道具就能使其进步一样言之过早吧。想要真正的进步,就不得不与专业选手进行同等级的训练。需要不懈的努力,必须认识到这是一个难关。
不管怎么说,“现场决定”方式是以“现在”为切口进行自律性管理的方法,不能满足作为“计划”从过去到未来的时间轴上把握/控制这种需求。工作现场的自律性控制还是和某些拟定计划的手法并用才能得到足够的成果。
◇◇◇
下回下回具体讲解拟定制造计划的手法所看重的“生产排程”。敬请期待。